Der Warenkorb ist leer.
Gesamtpreis:
{{$shoppingCartCtrl.totalSum}} {{$shoppingCartCtrl.currency}}
inkl. MwSt. Versandinformationen
Mögliche Zahlungoptionen
- Home
Der Warenkorb ist leer.
Gesamtpreis:
{{$shoppingCartCtrl.totalSum}} {{$shoppingCartCtrl.currency}}
inkl. MwSt. Versandinformationen
Mögliche Zahlungoptionen
- Community
- Alles ums Elektrowerkzeug
- Bohren / Hämmern / Meißeln
- Re: Bosch PBD 40 - Unteres Kugellager ausbauen?
- RSS-Feed abonnieren
- Thema als neu kennzeichnen
- Thema als gelesen kennzeichnen
- Diesen Thema für aktuellen Benutzer anpinnen
- Lesezeichen
- Abonnieren
- Stummschalten
- Druckansicht
Bosch PBD 40 - Unteres Kugellager ausbauen?
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Anstößigen Inhalt melden
am 19-12-2021 18:45
seit gut 3 Jahren besitze ich die PBD 40 und bin auch zufrieden.
Im Sommer habe ich die Maschine etwas außer der Komfort-Zone beansprucht (ein Loch musste mittig und senkrecht in einen Pflasterstein, ich weiß, ist nicht das, was man der Maschine antun sollte, aber es ging nicht anders... emoticon.rolleyes.title).
Seitdem macht bei niedrigster Drehzahl und kurz vor Stopp der Spindel eines der drehenden Bauteile seltsame Geräusche, während die Maschine aber ganz normal läuft und alle Regelungen funktionieren. Bei "normaler" oder hoher Drehzahl ist kein Nebengeräusch wahrnehmbar.
Ganz genau lokalisieren konnte ich es bisher noch nicht. Gestell und Gehäuse fungieren prächtig als Resonanzkörper.
Da mich das Spindelspiel der Maschine sowieso genervt hat, bin ich nach Anleitung hier im Forum vorgegangen und habe erstmal das obere Nadellager im Getriebegehäuse gegen Präzisionslager gewechselt. Absolut genial. Kein Spindelspiel mehr, aber noch das oben genannte Geräusch. Damit ist das obere Lager aus dem Spiel.
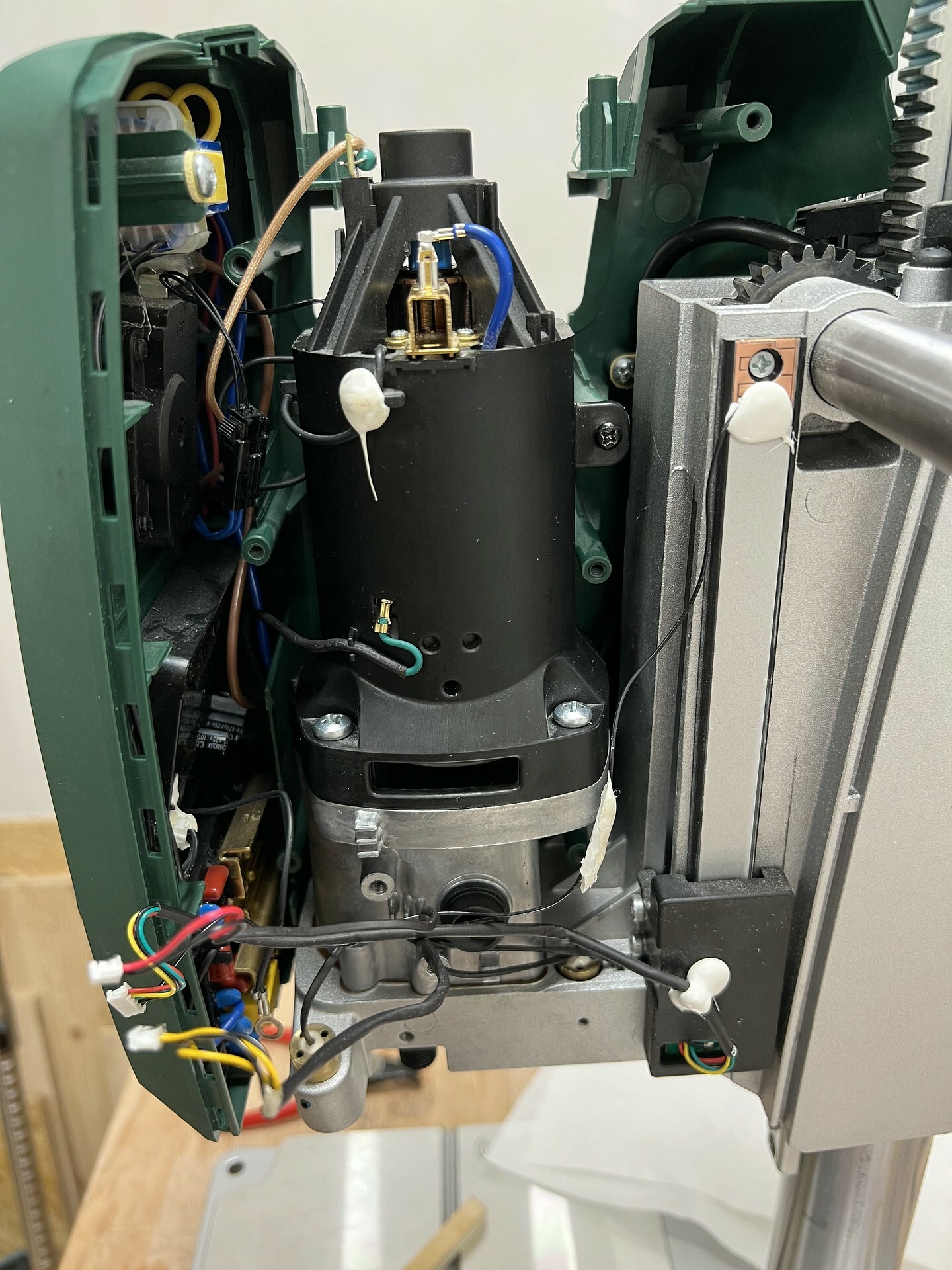
Bei offenem Gehäuse habe ich versucht das Geräusch besser zu lokalisieren und ich könnte mir vorstellen, dass das untere Kugellager der Übeltäter ist. Das Lager wurde bei besagter Bohraktion auch gut lateral belastet...
Dieses Lager würde ich nun auch gerne noch tauschen.
Doch mir ist ein Rätsel, wie man es rausbekommt?
Es muss definitiv nach unten raus.
Zunächst habe ich den Sicherungsring direkt unterhalb des Lagers entfernt und mit sanfter Gewalt am Bohrfutter gezogen.
Da rührt sich aber nichts. 😞
Gibt es da einen Trick?
Muss man mit sanften und vorsichtigen Hammerschlägen oben auf die Welle das Lager nach unten austreiben?
Oder gibt es sonst noch irgendwo eine Sicherung, die verhindert, dass das Lager nach unten rausfällt (auf der Explosionszeichnung sehe ich nichts gergleichen)?
Kann mir hier jemand weiterhelfen und einen Tipp geben?
Vielen Dank vorab und vorweihnachtliche Grüße. 🙂
Lanor
[/HR]
Im Rahmen der Marktüberwachung sind wir als Hersteller verpflichtet, die Sicherheit unserer Produkte im Markt zu beobachten. Aus Sicherheitsgründen raten wir daher strikt von Reparaturversuchen an Elektrowerkzeugen ab. Stattdessen empfehlen wir, Elektrowerkzeuge nur durch qualifiziertes Fachpersonal und nur mit Original-Ersatzteilen reparieren zu lassen.
- Beschriftungen:
-
Frage
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Anstößigen Inhalt melden
am 20-12-2021 11:09
Er hatte die PBD 40 dafür in Teilen zerlegt und meinte, diese Zerlegung sei "einigermaßen anspruchsvoll" und auch beim Wiederzusammenbau gelte es einiges zu beachten.
Er schrieb "die Bohrspindel geht nach unten raus, wenn der Sicherungsring entfernt ist".
Ich würde, falls sie sich nicht einfach nach unten rausnehmen lässt, einen Schonhammer nehmen und die Spindel vorsichtig von oben austreiben.
Falls nicht bereits geschehen, würde ich vorab das Bohrfutter abschrauben.
Dazu einen möglichst großen Inbus-Winkelschlüssel mit dem kurzen Schenkel ins Bohrfutter einspannen, mit einem Schraubenschlüssel die Spindel gegenhalten und dann mit dem Inbusschlüssel das Bohrfutter im Uhrzeigersinn abschrauben.
Vor dem Austreiben/Rausziehen der Spindel würde ich an dieser noch an der Stelle eine Markierung anbringen (Edding oder Klebeband), wo sie ins Getriebe übergeht / an der Unterkante des Lagers.
Damit das neue Lager auf der Spindel bzw. die Spindel im Getriebe später wieder in der richtigen (Höhen)-Position ("freies Spindelmaß") sitzen.
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Anstößigen Inhalt melden
am 06-02-2022 18:09
danke für die Hinweise.
Ja, diesen Thread kenne ich. Nach der Anleitung habe ich das obere Nadellager der Spindel durch zwei Micro-Kugellager getauscht.
Der Thread ist hier zu finden (die Anleitung von Seniorpilot startet auf Seite 2). Das Nadellager habe ich über die Methode Spreizdübel mit Gewindestange (weiter hinten im Thread) entfernt.
Festgeklebt (Loctite) habe ich die neuen Micro-Kugellager nicht. Die Entfettung und den Zeitstress beim Zusammensetzen wollte ich mir sparen.
Das vorher deutlich sichtbare Spindelspiel ist weg, aber ein minimalstes Spiel ist noch zu hören, wenn man am Bohrfutter wackelt.
Dürfte sich im 1/100tel Bereich bewegen, eine Messuhr habe ich noch nicht angehalten.
Für mich ausreichend im Holzbereich und eine meilenweite Verbesserung zu vorher.
Das original Bohrfutter finde ich vom Handling zwar gut, aber um die Rundlaufgenauigkeit noch zu verbessern, werde ich wohl auf das bekannte Röhm Supra S umsteigen. Mal schauen, jetzt ist die Maschine erstmal top.
Nun aber zum Thema des unteren Lagers.
Auf jeden Fall sollte man das Bohrfutter vorher entfernen. Meines saß wie angeschweißt drauf. Ich war kurz davor, aufzugeben. Aber quasi beim letzten Versuch gabs ein leises "Knack" und es löste sich. Die Methode mit dem Inbus-Schlüssel ist auf Youtube mehrfach zu finden.
Vorweg: Ich habe den Tauschvorgang zweimal durchgeführt. Beim ersten Mal teuer Lehrgeld bezahlt und das im oben verlinkten Thread auf der letzten Seite zu findende Präzisions-Schrägkugellager geordert. Rund nen Fuffi hats gekostet. Leider ist es für die Maschine nicht wirklich geeignet, siehe unten.
Mit nem Schonhammer habe ich es auch versucht, aber keine Chance. Das Werkskugellager unten ist so fest in die Alu-Grundplatte der Maschine eingepresst, da ist mit sanften Schlägen nichts zu machen. Am Ende habe ich es mit dem normalen Hammer ausgetrieben. Hat funktioniert und es ist zum Glück nichts kaputt gegangen.
Das Werkslager war definitiv durch die Bohraktionen im Sommer kaputt. Mit dem neuen Lager surrte die Maschine in der normalen Tonlage ohne Zusatzgeräusche vor sich hin.
Nach dem Einsetzten des neuen Lagers bemerkte ich allerdings ein leichtes Spiel der Spindel in Axial-Richtung, also nach oben und unten, zu viel um den Tiefenstopp akkurat einzustellen. Radial gab es kein Spiel, wenn man das Bohrfutter nach oben drückte. Das axiale Spiel lag definitiv am Schrägkugellager. Ich denke in Maschinen mit X oder O Konfiguration zweier dieser Lager sind die Laufeigenschaften des Lagers top, aber nicht für die PBD40.
Also alles nochmal auf Anfang und ein stinknormales 6002 RS bestellt, keine 4 EUR. Auch bei Bosch um den Preis zu bekommen, aber auch bei den anderen üblichen verdächtigen Kugellagerlieferanten im Netz.
Den zweiten Wechsel habe ich dann gänzlich ohne Hammer, nur mit einem dreiarmigen Lagerabzieher vollzogen und den Vorgang dokumentiert.
Die Demontage des Gehäuses und des Getriebegehäuses kann im oben verlinkten Thread nachvollzogen werden. Ich beginne mit der komplett demontierten "Grundplatte" der Bohreinheit.
Let's go.
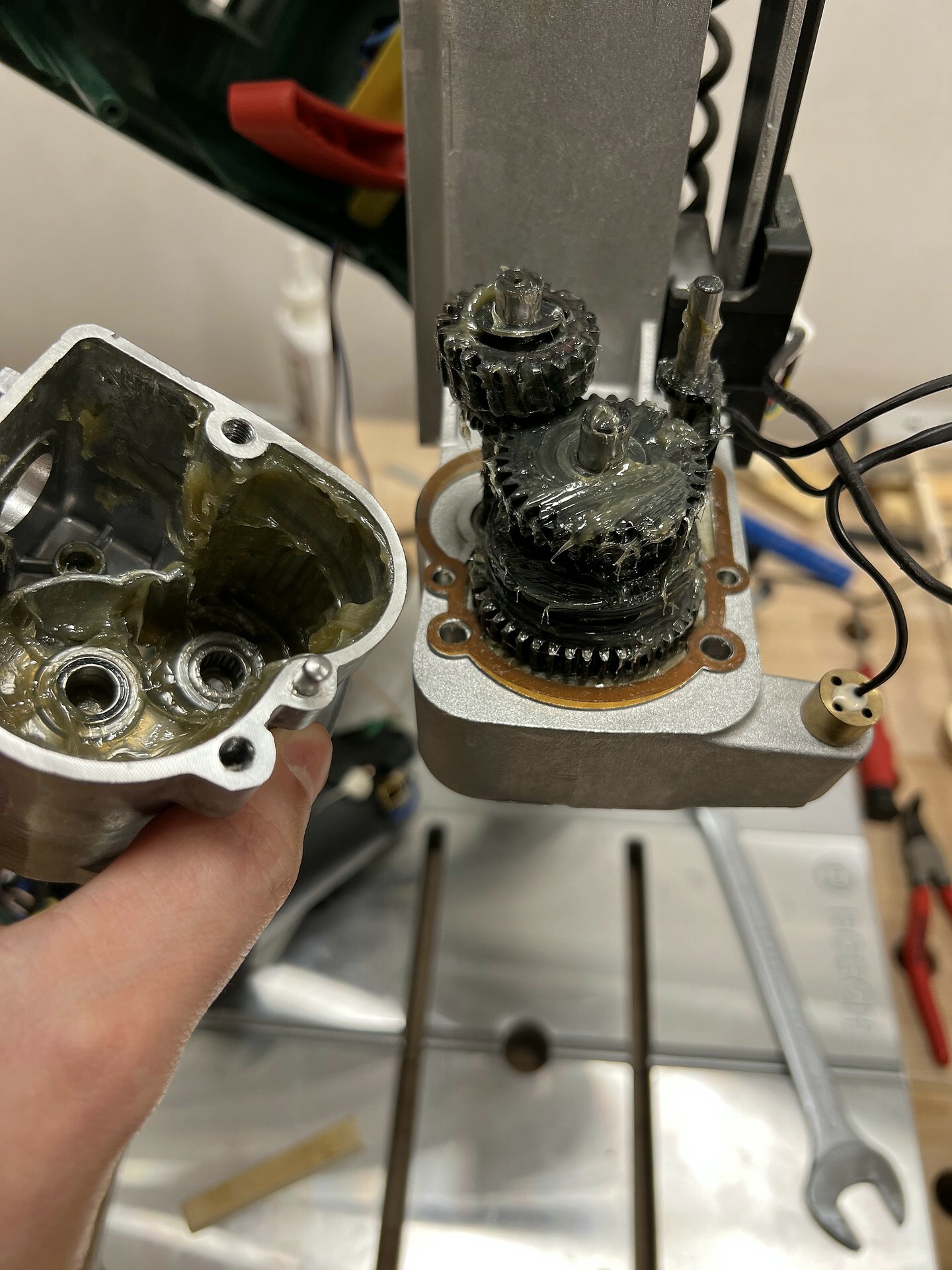
Alle Zahnräder des Getriebes und den Dichtring des Getriebegehäuses entfernt.
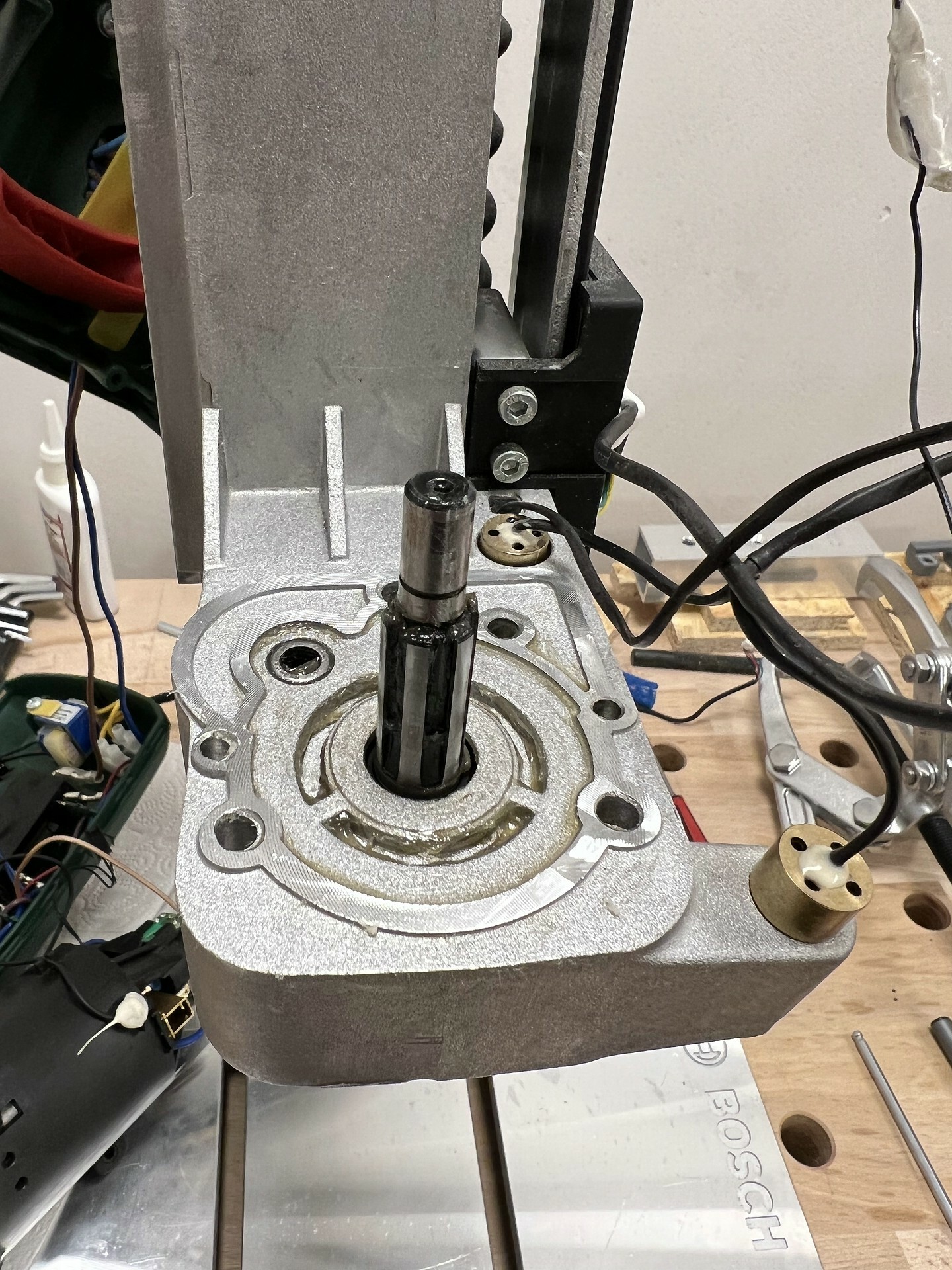
Die Spindel sitzt noch fest drin, als erstes muss der Sicherungsring unten entfernt werden.


Im nächsten Schritt habe ich den Lagerabzieher wie im Bild zu sehen aufgesetzt und die Spindel inkl. Lager langsam nach unten rausgedrückt.

So sieht die Einheit ausgebaut aus.
Die Position des Kugellagers ist fest vorgegeben.
Auf der Unterseite ist zwischen dem Magnet für die Drehzahlmessung und dem Lager ein kleiner "Kragen", auf dem der Innenring des Lagers aufliegt.
Das Lager muss also bis zum Anschlag auf die Spindel drauf. Oben, zum Getriebegehäuse hin, wird das Lager durch einen Sicherungsring gesichert.
Das Lager sitzt extrem Stramm drauf. Ohne Abzieher bekommt man es wohl nicht runter. Mit dem Lagerabzieher war das Abziehen schnell erledigt.


Jetzt kann man sich dem Zusammenbau in umgekehrter Reihenfolge mit neuem Lager widmen.
Um das neue 6002 RS Lager nicht zu beschädigen und den Druck des Lagerabziehers auf den Innenring zu bringen, habe ich einen Holzrest in Kreisform eines meiner vergangenen Projekte verwendet. So saßen auch die Krallen des Abziehers nirgendwo direkt auf dem Lager auf. In dieser Weise habe ich das neue Lager vorsichtig und Stück für Stück auf die Spindel gepresst.

Danach wieder den oberen Sicherungsring drauf und dann ging es weiter.

Um das Lager wieder von unten einpressen zu können wollte ich ebenfalls wieder den Lagerabzieher nutzen.
Im Gegensatz zum vorigen Schritt muss zum Einpressen in die Grundplatte aber der Druck auf den Außenring des Lagers gebracht werden.
Nach ein wenig Grübelei durfte sich mein 3D-Drucker etwas bewegen.
Heraus kam eine Art Hülse, die ich über die gesamte Bohrfutteraufnahme stülpen kann und die auf dem Außenring des Lagers aufliegt. Sie ist aber wiederum etwas kleiner als die Lageraufnahme in der Grundplatte der Maschine, da das Lager einen Tick versenkt werden muss, um den unteren Sicherungsring wieder einsetzen zu können.
Dem punktuellen Druck des Lagerabziehers (ich habe einen mit Kugel, nicht mit Spitze) ist das PLA des 3D-Druckers nicht gewachsen, wie man sieht (Delle).
Also habe ich noch einen kleinen Rest Bucheleiste zwischen "Dorn" und Aufpresshülse gelegt, um den punktuellen Druck auf die Fläche zu bringen.
Auf der Oberseite habe ich zwei kleine Holzreste verwendet, um die Auflagefläche des Dichtrings des Getriebegehäuses nicht zu beschädigen.




Bei diesem zweiten Wechsel lief alles wie am Schnürchen.
Beim ersten mit dem Schrägkugellager hatte ich an manchen Stellen noch Schweißausbrüche und ab und an Zweifel, ob ich die Maschine je wieder zusammengesetzt bekomme.
Nachdem die Spindel wieder mitsamt Lager voll eingepresst und der untere Sicherungsring wieder an Ort und Stelle war, konnte ich mit dem Wiederaufbau des Getriebes und der restlichen Maschine beginnen. Vorne links im ersten Bild sieht man die beiden Micro-Kugellager für die Spindel in der mittleren Lageraufnahme des Getriebegehäuses. Rechts im Gehäuse ist das Lager für die Antriebswelle. Diese läuft in einem Nadellager. Das Werkslager für die Spindel sah genauso aus.







Danach noch einen obligatorischen Testlauf, ob alles passt.


Schaut gut aus. Ich meine zwar, dass vor dem Lagertausch die Drehzahlanzeige glatte 2.500 angezeigt hatte, aber wurscht.
Die 20 Umdrehungen machen den Kohl nicht fett.
Mit Vollgas habe ich bisher nur selten gebohrt....
Fazit:
Wen das Spindelspiel stört, das Thema Garantie (bei mir ist sie bereits abgelaufen) keine Rolle mehr spielt und man nicht zwei linke Hände hat, kann man die PBD 40 richtiggehend tunen und den Rundlauf auf ein sehr hohes Niveau bringen. emoticon.smilie_like.title
Wenn das untere Lager defekt ist, wie bei mir, dann ist der Wechsel keine Raketenwissenschaft. Aber manche Schritte bedürfen des einen oder anderen Hilfsmittels in der typischen Hobbywerkstatt. Kreatives Denken ist hier und da angesagt, z.B. den 3D-Drucker nicht bei den Überlegungen vergessen. emoticon.wink_smile.title
Alles in allem ist der Tausch der beiden Lager, selbst wenn man sich noch einen Lagerabzieher im Baumarkt oder im Shop seines Vertrauens kaufen muss, günstig zu erledigen und alles zusammen kostet nur einen Bruchteil des Neupreises der Maschine.
Der Mehrwert, gerade durch den oberen Lagerwechsel, ist enorm.
Selbst durch meinen Fehlkauf beim Lager bin ich deutlich unter Maschinenneupreis geblieben.
Und bei einer neuen Maschine hat man auch wieder das werksseitige Spindellagerproblem....
Ich hoffe, meine Anleitung hilft vielleicht dem einen oder anderen weiter.
Grüße
Lanor
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Anstößigen Inhalt melden
am 11-02-2024 16:51
Ich habe heute den kompletten Umbau aller Lager nach dieser Anleitung gemacht und es hat wunderbar funktioniert. Nur habe das untere Lager sowohl auf die Welle als auch in die Maschinenführung mit einem Dorn eingetrieben, das ging einwandfrei. Ich habe für das untere Lager auch das teure Schrägkugellager benutzt und habe keinerlei Axialspiel. Ich habe aber in deiner Anleitung gesehen, dass du das Lager verkehrt herum eingebaut hast. die schwarze Kappe des Schrägkugellagers ist die, auf die Druck ausgeübt wird. Ist auch mit einem "V" auf dem äußeren Ring gekennzeichnet. In deiner Einbaurichtung ist klar, dass unter Druck sowohl Axial- als auch Radialspiel auftritt. Zu guter Letzt noch das Originalfutter gegen ein Röhm Supra S getauscht und siehe da, keinerlei Spiel mehr an der Welle! Sagenhaft. Aus Bosch grün mach Bosch blau....
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Anstößigen Inhalt melden
am 12-03-2024 21:04
Hi, bin neu hier und im Moment an der selben Thematik...
Du hast das teuere Schrägkugellager verwendet, dazu tendiere ich auch. Die Einbaurichtung ist dann also schwarz unten? So das beim bohren das Lager "gedrückt" wird, richtig?
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Anstößigen Inhalt melden
am 13-03-2024 8:18
Das Schrägkugellager hat auf dem äußeren Ring eine Markierung "<" Die Druckseite (also Bohrfutterseite) ist auf der Seite der Pfeilspitze. Das merkst Du aber auch, wenn du das Lager mal unter leichtem Druck von beiden Seiten drehst. Es läuft nur in einer Richtung wirklich sauber. Es ist aber tatsächlich wie beschrieben, das das Schrägkugellager Bauartbedingt ohne Druck ein leichtes Axialspiel hat, was dazu führt, das es ohne Belastung tatsächlich auch ein leichtes Radialspiel aufweist, was beim Bohren selbst jedoch unter Druck nicht mehr vorhanden ist. Das vermittelt den Eindruck, das das neue Lager im Leerlauf keine Verbesserung zum Originalzustand aufweist. Will man dies nicht, kann man das untere Originallager auch belassen. Der Unterschied liegt lediglich in der Axialbelastung, da hält das Schrägkugellager deutlich mehr aus. Falls Du die Maschine sehr häufig für Metall und Hartholz mit großen Bohrdurchmessern benutzen willst, würde ich ein Schrägkugellager empfehlen. Willst Du die Maschine auch für Schleif oder Fräsarbeiten "mißbrauchen" (Radialkräfte), ist ein Schrägkugellager absolut nicht geeignet. Auf jeden Fall würde ich das Supra S Bohrfutter empfehlen, da mich dieser rote Sicherungsring im Originalfutter einfach nur genervt hat.
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Anstößigen Inhalt melden
am 14-03-2024 15:39
Danke!
Habe nun beide Lager erneuert. Unten durch das Spindellager wie beschrieben. Und oben das Nadellager durch die Minilager ersetzt. Kleiner Tipp meinerseits, das Nadellager ging super einfach raus, indem ich eine M5 Gewindehülse eingezogen hatte und dann mittels Schraube einfach durchgeschraubt habe, kam das Lager wie von Zauberhand raus.
Einzig was mir bislang auffällt, ist der veränderte Sound. Mal schauen ob es hier auf Dauer Probleme gibt. Weiter meine ich das der Bohrer ohne Belastung etwas eiert bis Belastung durchs Bohren kommt. Ansonsten sehr zufrieden!
Im Anhang nochmals paar Bilder von mir
{kind=link}
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Anstößigen Inhalt melden
am 14-03-2024 15:40
{kind=link}
